
Reinvención constante con soluciones de diseño y desarrollo propios

La excepcional transformación de una planta convencional para vehículo industrial a una planta multitecnológica altamente flexible para fabricación de componentes de recambio y producción serie de componentes representa un caso de singularidad único en el mundo Nissan.
Para comprender la configuración de los procesos productivos de la planta de Nissan, los responsables de su lay-out visitaron todas las plantas europeas de la Alianza Renault Nissan Mitsubishi para adaptar sus nuevos procesos a los diferentes requerimientos. Aprovechando al máximo la superficie industrial existente y manteniendo áreas como la planta de cataforesis para piezas metálicas, Nissan Ávila ha acometido una asombrosa transformación, cuyo máximo exponente se encuentra en la nueva nave en la que conviven dos actividades “la conformación piezas de recambio de chapa y la inyección de plástico para paragolpes”, comenta Javier Amador González, responsable de Desarrollo de Negocio.

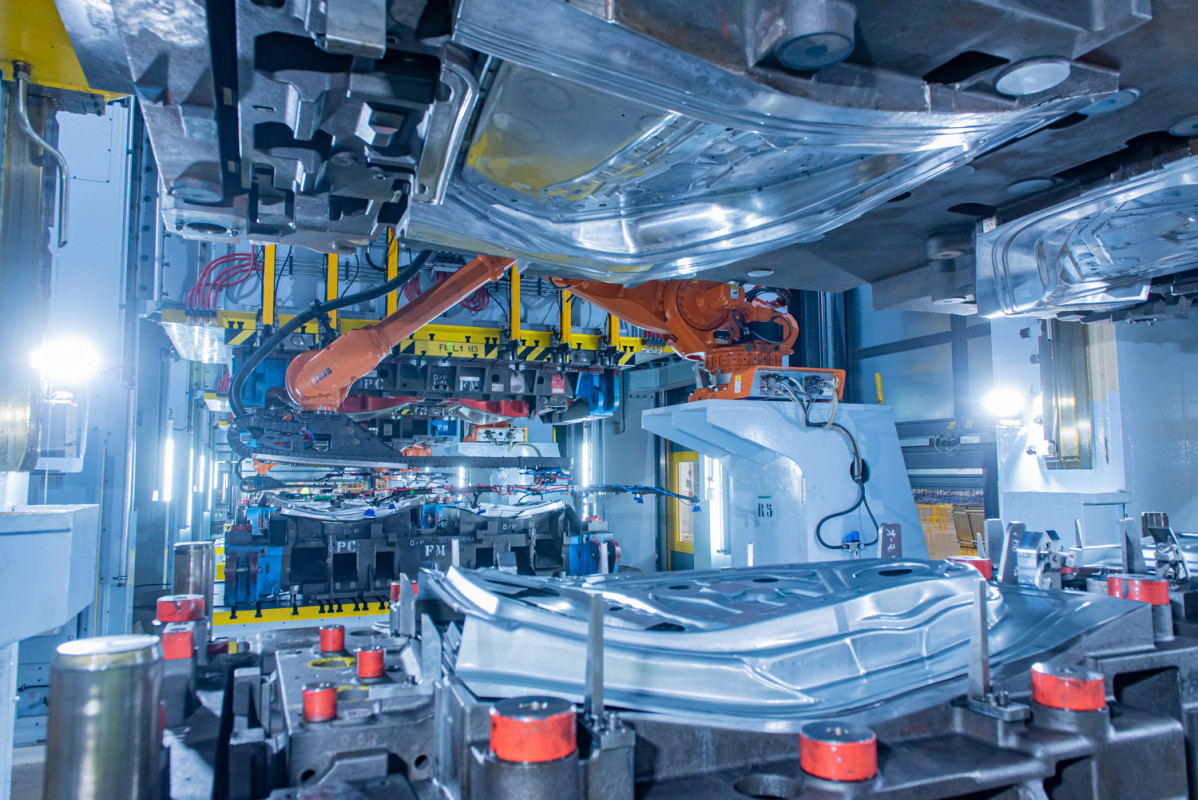
En la nueva nave, habilitada en parte durante la pandemia de COVID, sobresale una moderna línea formada por cinco prensas, totalmente automatizada y preparada para estampar piezas tanto en acero como en aluminio, con piezas de espesores que van de 0,5 a 4 milímetros. González comenta que “de las cinco prensas, hay una de doble efecto de 1,500 Tn; la segunda de simple defecto de 2.000 toneladas con cojín hidráulico; y tres prensas de 1.000 Tn estándar de simple efecto, que pueden trabajar según el sistema de medición imperial en el caso de Nissan y con el métrico para Renault. La línea está diseñada para trabajar todo tipo de formato para pieza de externa de carrocería (‘piel’ o inner) como estructural (outer). Está concebida para una alta rotación de cambios de utillaje.
La línea recibe la materia prima en formatos predefinidos para desperdiciar el menor material posible. El primer golpe de prensa ocupa el 97% del formato base. Todo el scrap o material sobrante se envía a la planta de fundición y mecanizado de Nissan en Corrales de Buelna (Cantabria) en un proceso de economía circular. En la línea se manejan chapas de diferentes espesores y composiciones y las transferencias entre prensas se realizan mediante robots. Destaca el alto nivel de aislamiento acústico y baja vibración de la superficie gracias a la amortiguación del basamento de las prensas.
Esta línea está apoyada por un equipo de matricería experto que ajusta en torno a tres o cuatro referencias al día. Se ha habilitado superficie para una segunda línea de estampación, en caso de que fuera necesaria en el futuro. En los últimos tres años, la nave alberga más de 500 troqueles.
Cuando llegan por primera vez a Ávila, los troqueles procedentes de líneas de prensas de otras plantas se someten a operaciones de ajuste de mecanizado y fresado, con atención a centradores y asientos de

embridaje a las mesas, Tras las últimas correcciones por parte de los matriceros, se establece una priorización de envío a la línea de prensas.
En la misma nueva línea se lleva a cabo el proceso de inyección de paragolpes (bumpers) en polipropileno para recambio de Nissan y Renault, con una capacidad de 200,000 unidades al año. Esta línea de trabajo incluye las operaciones de troquelado y el almacenamiento de entre 75 y 100 moldes. Javier Amador González comenta los procesos de recepción de granza en unos contenedores denominados internamente octavines por su base octogonal. “Realizamos procesos de secado e inyección, con especial mención a la homogeneización de la refrigeración para asegurar el máximo nivel de calidad”. El proceso de fabricación de paragolpes para recambio está totalmente sincronizado con el área de empaquetado con embalajes de diseño propio de Nissan Ávila específico para cada modelo de paragolpe.
Soldadura y pintura de piezas metálicas
Una vez estampadas las piezas metálicas como puertas, capots o portones, en el Área de Soldadura destaca el elevado grado de automatización para piezas de recambio y serie, además de abarcar de diversas tipologías de soldadura como al arco, por punto, engrapado, engastado por roldana o a presión e, incluso, soldadura de aluminio. Todas estas posibilidades se articulan en seis líneas con una ratio de automatización
del 91%.

En esta área sobresale una línea flexible para
albergar todo tipo de referencias en un modelo de fabricación secuenciada entre estaciones con un alto nivel de cambio de utillajes para conseguir una alta productividad. También es obligado destacar la versatilidad a la hora de crear utillajes y procesos propios para optimizar tiempos y costes.
En este sentido, recientemente se ha instalado una línea de células flexibles de soldadura al arco para piezas de suspensión con un puente-grúa para intercambiar utillaje en un plazo de 30-40 minutos. También una mesa volteadora con robots de soldadura para cambio de utillaje. Javier Amador González, responsable de Desarrollo de Negocio, comenta que “desarrollamos soluciones únicas para lotes muy pequeños con utillajes grandes. Hablamos de desarrollos propios de centraje y pinzas, con conexiones neumáticas y eléctricas mediante control PLC y tecnología RFID. También una línea flexible totalmente robotizada con soldadura inicial de la parte exterior de la pieza metálica (outer) y otra célula estructura interior (inner). Nuestras garras de desarrollo propio permiten el cambio de los apéndices de las máquinas de soldadura reutilizables en diferentes piezas. Hacemos intercambio de utillajes mediante polipasto. Mantenemos un alto nivel de automatización para garantizar la calidad sin duplicar líneas de proceso.
En esta área sobresale una línea Tabletop, de 75 metros de longitud, a través de la cual el robot se desplaza para operaciones de soldadura.
La línea de cataforesis para el proceso de pintura está completamente automatizada en los distintos baños y operaciones y aprovecha el know how de la etapa anterior de fabricación de camiones. Las piezas soldadas se desplazan a la línea original de cataforesis, con capacidad para un millón de piezas al año, mediante AGVs, vehículos filoguiados, que transportan contenedores metálicos de diseño propio con apéndices de sujeción, de manera que la pieza no sale del contenedor/jaula, durante el proceso de cataforesis y pintura. Este proceso está sincronizado con el previo de estampación y con el posterior de empaquetado.
Pintura de piezas plásticas
Una vez inyectado el bumper, hay una opción de expedirlo directamente en bruto inyectado o de pasar al proceso de pintado bajo petición y sincronizado. Javier Amador González comenta que “contamos con una capacidad de 50.000 unidades al año. Nuestro proceso se realiza sin stock y de forma sincronizada en el pintado de paragolpes para modelos de Nissan, Renault y Dacia, en posiciones cambian según cada secuencia. Tras un primer paso de limpieza previa y monitorización de de referencia pokayoke mediante código de barras, se enmascara la zona de la pieza que no va a ser pintada y el resto pasa por estaciones de flameado (en el caso de Renault), imprimación robotizada del (primer), lacado y barnizado. Destaca la complejidad de la paleta de colores con tres o cuatro cambios en cada turno”. La flexibilidad se pone de manifiesto en las estructuras portantes (‘arañas’) de desarrollo propio que sujetan y desplazan los bumpers en las distintas operaciones antes de su entrada en el horno, donde se someten a una temperatura de 80 grados durante 20 minutos para la polimerización del barniz. Una vez que la pieza sale del horno, se realiza una primera inspección para detección de defectos, con operaciones de lijado y pulido en caso de que sea necesario, antes de un pre-embalaje individual, papel burbuja con nonwoven para no rayar el barniz. Identificado con etiqueta de expedición. Trazabilidad en todo momento. Flexibilidad cambio de arañas, pruebas con taloneras. Todo inhouse, desarrollos propios. “La línea se adapta a los requerimientos de sus actuales clientes, pero está preparada para dar respuesta a otros OEMs. Los colores más demandados son blanco perla, negro y gris metalizado oscuro”, comenta González.
El Área de Pintura de Piezas de Plástico cuenta con un laboratorio de pruebas de adherencia, espesores, colorimetría y brillómetro, con los mismos criterios de la planta de producción del vehículo del cliente.
Proyección global y nuevas posibilidades
Nissan Ávila considera el embalaje “como una parte más de la pieza. Por eso, diseñamos y fabricamos nuestros propios embalajes y contenedores, a la vez que hacemos propuestas de diseño a nuestros clientes, aunque también nos adaptamos a sus especificaciones como en el caso de los contenedores de madera de Nissan”, comenta Javier Amador González. Dentro de la estrategia de Nissan, González explica que “realizamos suministros multidestino a los centros logísticos de Nissan en Barcelona, Ámsterdam (donde se centraliza el almacenaje y expedición de recambios a nivel europeo), así como a países como Italia o Rumanía, y a comunidades españolas como Castilla y León, con ejemplos como las plantas de Renault”.
Una singularidad de proyección global que podría extenderse a nuevos componentes metálicos con los que se están haciendo pruebas en el área de soldadura o piezas de plástico inyectadas como taloneras, así como kits de recambio de piezas de carrocería y de rueda, o juegos de llave de contacto. Para la producción de componentes en serie se trabaja en piezas de cobertura para zonas de vehículo eléctrico y componentes de suspensión.

La organización del evento, del 7 al 10 de mayo en Fira de Barcelona, ha detallado el nuevo estudio en Barcelona y Madrid.

La multinacional española realiza un destacado displiegue en la muestra del 25 de abril al 4 de mayo.

En el fascinante universo de los SUV, el Nissan X-trail emerge como un protagonista indiscutible, fusionando la versatilidad de un crossover con la robustez de un todoterreno. Esta cuarta generación del X-Trail, representa la evolución de un modelo emblemático, cimentado en años de innovación y excelencia. Texto y fotos: Eusebio Albert

Las grandes empresas (con más de 24 vehículos) son las que más incrementan porcentualmente su parque en renting.

La presentación de candidaturas está abierta hasta el 17 de mayo